






















Stress Corrosion Cracking
Introduction
Stress corrosion cracking (SCC) is a phenomenon experienced from time to time in stainless steels. It is generally not well understood, and can, given the right conditions, cause catastrophic failure. The following notes are for general guidance only and are based on CRP’s knowledge and experience – we cannot consider ourselves an expert in this field and recommend that anyone with concerns about stress corrosion conducts their own research. It should also be noted that SCC can occur in many other metals, but these have not been considered here. A more complete consideration of SCC can be found in the National Physical Laboratory (NPL) document, ”Guides to Good Practice in Corrosion Control, Stress Corrosion Cracking”, available from:
https://www.npl.co.uk/electrochemistry/corrosion-guides#Corrosion%20Control.
Rule of thumb:
Never use stainless steel material even externally on a component which sees stress in an environment with chlorine ions (HCl, other chlorinated chemicals).
Relevant Materials
The materials considered in this document are austenitic stainless steels (304/304L/316/316L grades being the most common). 316/316L stainless steel is less prone to SCC than 304/304L. Duplex stainless steel and the high nickel alloys do not tend to suffer from SCC.
Circumstances for SCC to Occur
For SCC to occur it is necessary that there are chloride ions present, along with stress (applied or residual). For both of these factors, the higher the chloride ion concentration/stress, the worse the situation from an SCC perspective. In addition, the stainless steel needs to be within a susceptible temperature range. This is generally considered to be 60° – 100°C, although to be on the safe side some people consider any duties between 50° & 120°C. It should also be noted that SCC has been seen in highly cold worked stainless steel, or stainless steel with surface iron contamination at somewhat lower temperatures.
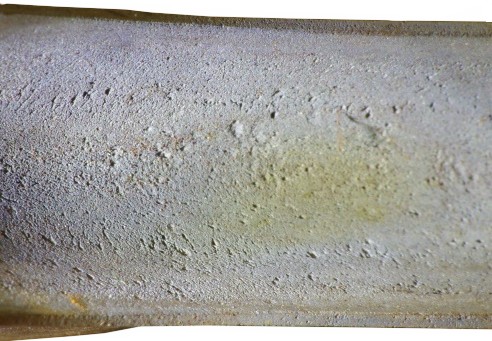
SCC will usually initiate at a corrosion pit on the surface of the stainless steel (this only needs to be in the order of 1mm in size). [Photograph 1.] NB. Rust indications are usually a good first indication pitting on the surface. It should also be noted that a good surface finish on stainless steel can help reduce the occurrence of SCC. However, once SCC has started the conditions to propagate it can be less severe than those required to initiate it.
Photograph 1. Pitting of 304L Stainless Steel – prior to failure
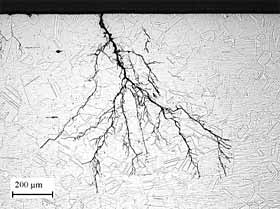
Stress Corrosion cracks typically have a branched tree like structure. [Photograph 2.] Stress corrosion cracks grow significantly faster than typical fatigue cracks, and SCC and fatigue can work in concert with each other.
Photograph 2. Cross-section of SCC
For thicker walled stainless steel sections, which have high fracture toughness, SCC will usually lead to a leak before failure; that is the crack will penetrate all the way through the wall and cause a leak from inside to out. However in the case of lined equipment there is unlikely to be a leak because of the presence of a liner, so the failure mechanism is still likely to be catastrophic. In addition, one of the features that makes SCC particularly insidious is the lack of easily visible surface damage/corrosion to help identify that SCC is happening. Having said this a very clear case of SCC can be seen in Photograph 3.
Photograph 3. 304L Stainless Steel demonstrating SCC

SCC Detection
Due to the very fine structure of stress corrosion cracks, both radiography and ultrasonic detection are not useful. The best techniques at present are dye penetrant and eddy current. Dye penetrant will show that there are cracks, but will give no indication of their depth. Eddy current will give depth indication, but is only accurate up to depths of around 2mm. It will give indications of depths up to 6mm, but the accuracy gets progressively worse as the depth increases.
SCC Considerations for PTFE/PFA Lined Equipment
In over 30 years, CRP has never come across instances of SCC in PTFE/PFA lined carbon steel pipework; so what follows focuses solely on stainless steel used in lined equipment.
As already stated for SCC to occur in austenitic stainless steels, the following three factors all need to be present:
• Stress (the higher the stress level, the more likely SCC will be a problem, and the faster it will progress).
• Chloride ions (the higher the concentration, the more likely SCC will occur, and the faster it will progress).
• Temperature in the known problem range (50° – 120°C). Both above and below this range SCC doesn’t seem to usually occur.
Dealing with each of these in turn:
Stress
• Stress can occur in stainless steel components from residual stresses left over from the manufacturing process, for instance in welds, or from cold working.
• Stresses applied during assembly, such as with bolts or studs used to hold components together, flange to flange bolting or bolting used to hold valves together.
• Stresses applied due to the contained pressure (for instance in the housings of stainless steel lined pipework, but much more so in PTFE bellows root rings, which are typically made of 316 stainless steel).
• Stresses due to poor pipework alignment during construction.
Chloride Ions
Chloride ions can be present from two broad sources:
External Sources
• Three important potential sources are (i) a plant being located in a coastal location, with a salty environment, (ii) a plant being down wind of a cooling tower that is periodically treated with hydrogen peroxide to kill bacteria, (iii) other external sources from minor leaks in the wider process plant on site.
Internal sources
There are a few process chemistries where permeation through PTFE/PFA liners is a known phenomenon. While rates of permeation are slow, and quantities of permeating material are small, they are not zero. Of particular relevance here is permeation by hydrochloric acid. What actually permeates through the liner is hydrogen chloride gas. This gas, when it makes it all the way through the liner, is trapped between the liner and (in this case) the stainless steel housing. From here it makes its way to the venting system, where it can escape into the atmosphere.
As a gas, hydrogen chloride is not a source of chloride ions. However, as soon as this gas comes into contact with water it reacts to form hydrochloric acid, a source of chloride ions.
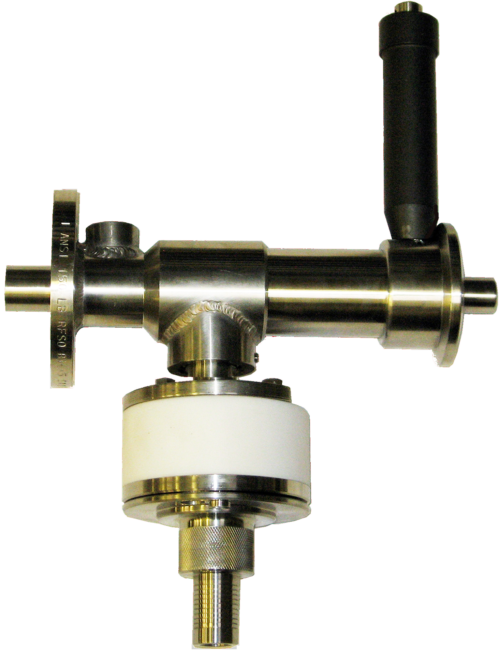
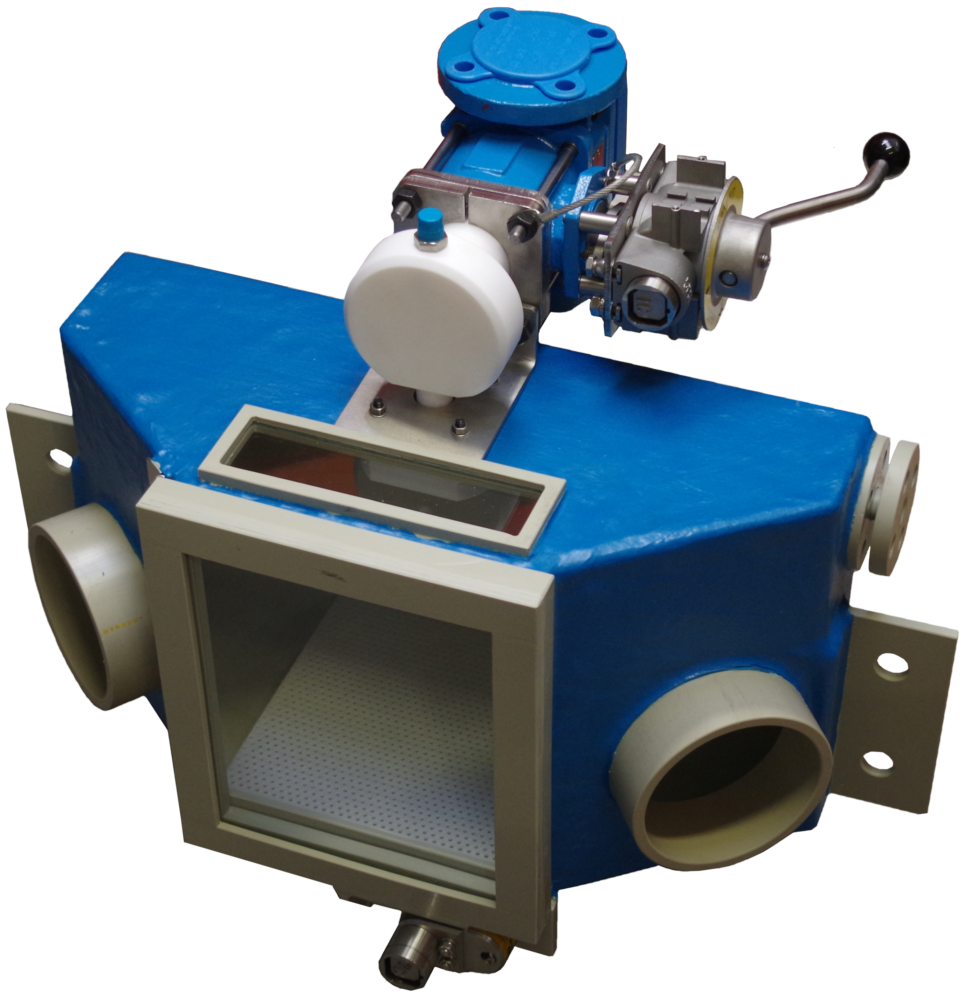
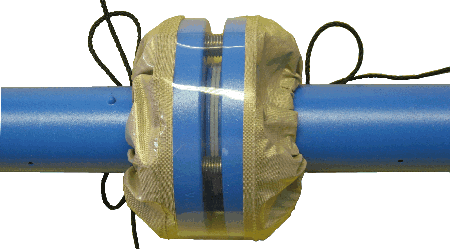
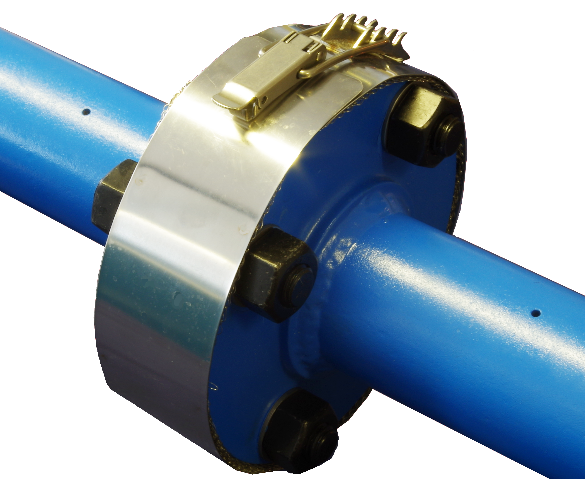
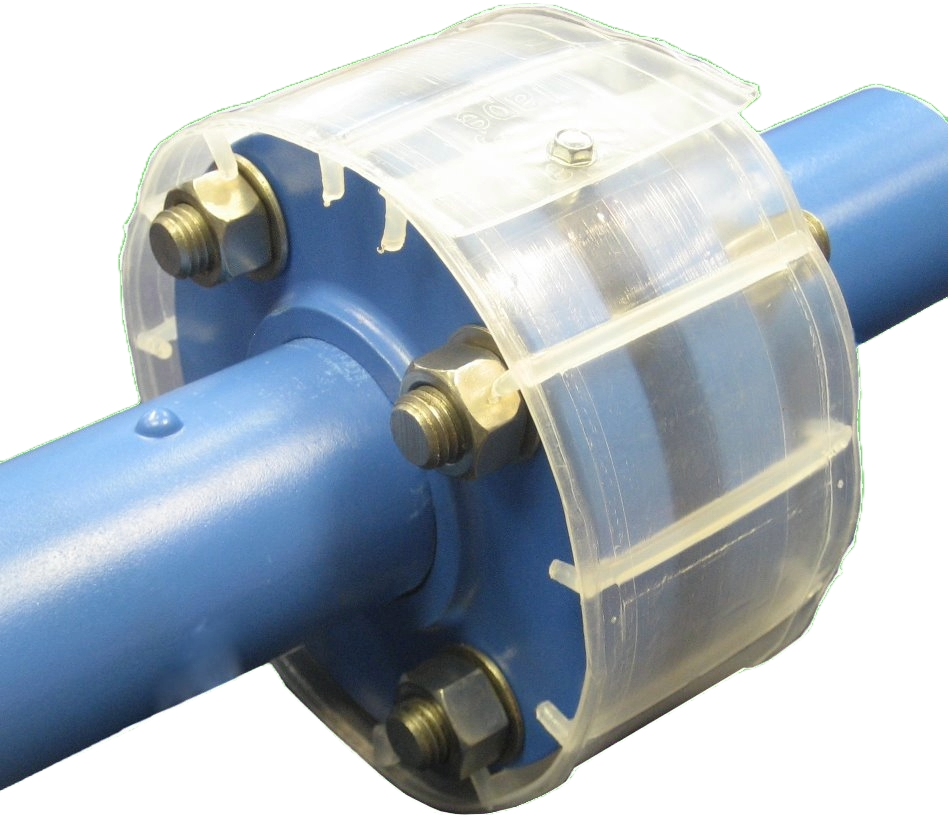
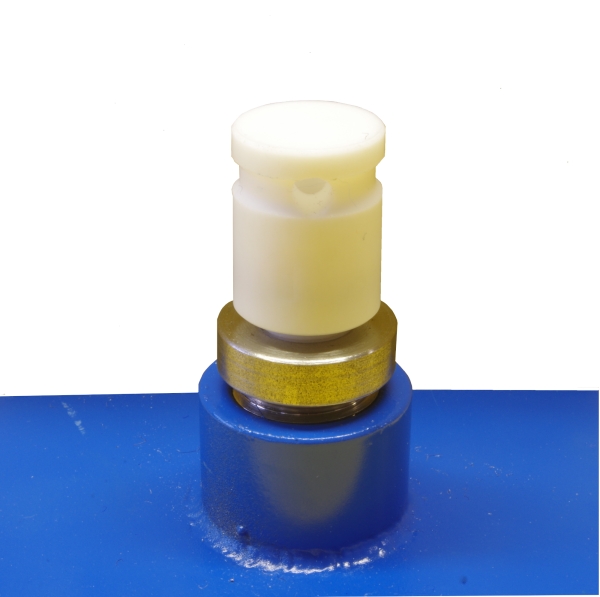
It is important to correctly vent a lined piping system in order to minimise the corrosive effects of permeant chemicals as well as to prevent vacuum collapse. We would always recommend the use of PTFE vent plugs fitted over lined piping vents in such applications, [Photograph 4.] together with angled vents for locations where water ingress is to be avoided. [Photograph 5.]
Photograph 4. CRP’s PTFE Venting System

Photograph 5. Variable Angle Vent
To get a better understanding of venting options we would recommend you download a copy our our datasheet titled “Venting Systems”. However, venting must not be seen as something that can prevent SCC from occurring.
Temperature
Temperature is simply a factor of the particular process where the lined pipework is being used, and it cannot be influenced by CRP. Rather, users with temperatures in the danger zone need to be aware of the issue and need to monitor their pipework on a regular basis to ensure any SCC is detected prior to product failure.
CRP Products
To aid customer in thinking about SCC in CRP’s product ranges the following two lists detail products where stainless steel is used as standard, and where it is used upon customer request:
Products where stainless steel is used as standard and other materials are available on request:
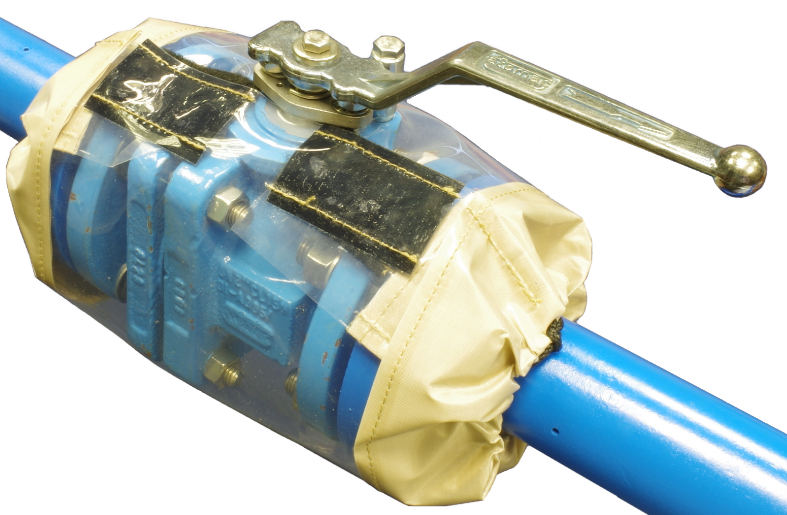
• Valve bolting on Atomac valves.
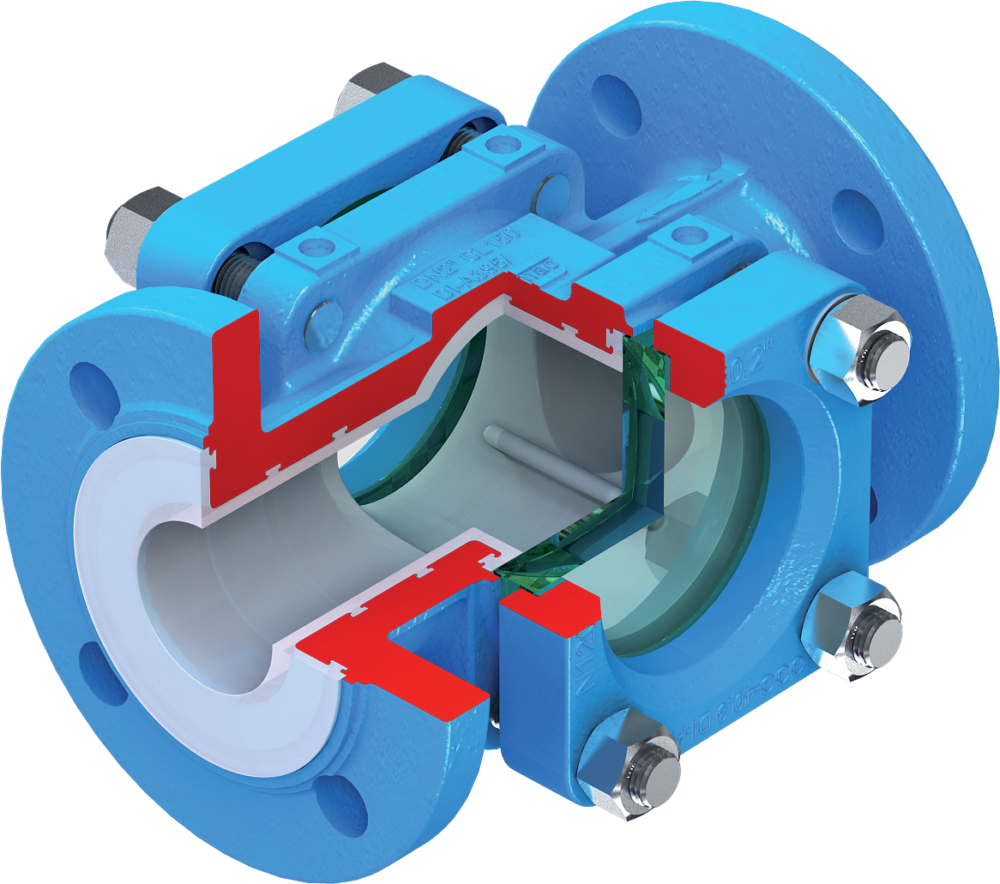
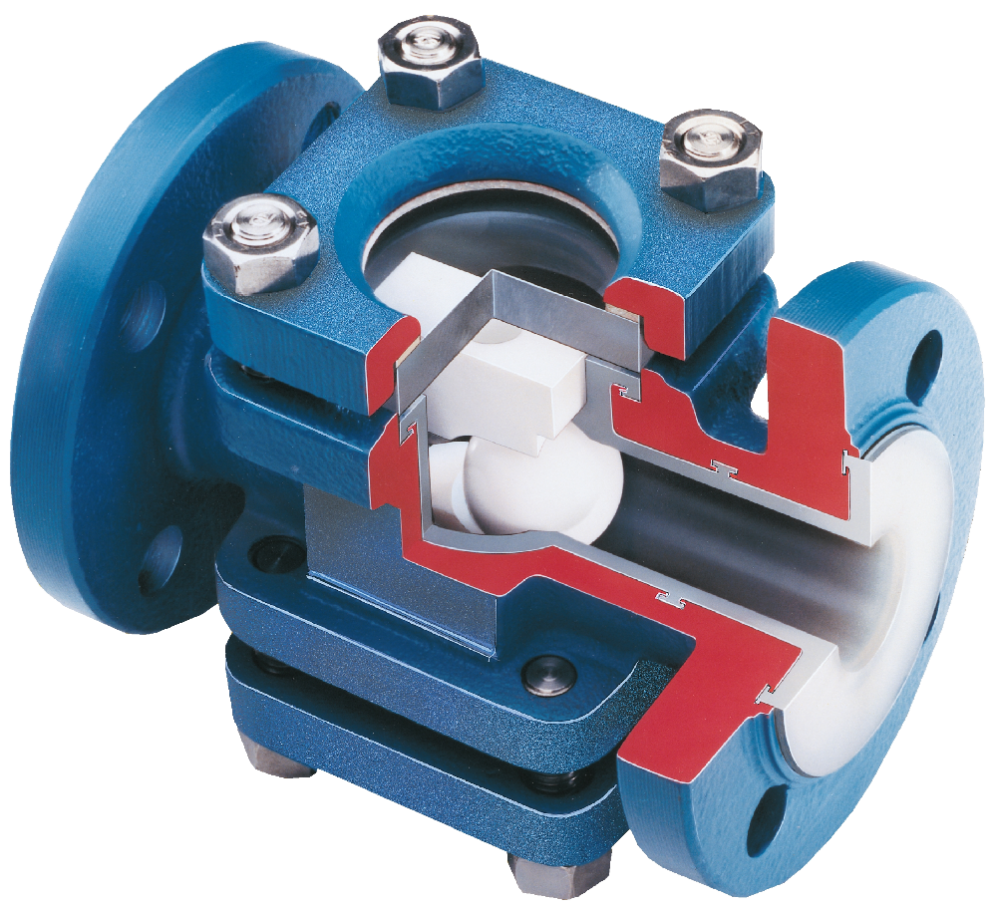
• Valve bolting on flanged poppet check valves (FPCV).
• Wafer poppet check valve (WPCV) bodies – although a heavy stainless steel wall which has by experience not resulted in SCC problems.
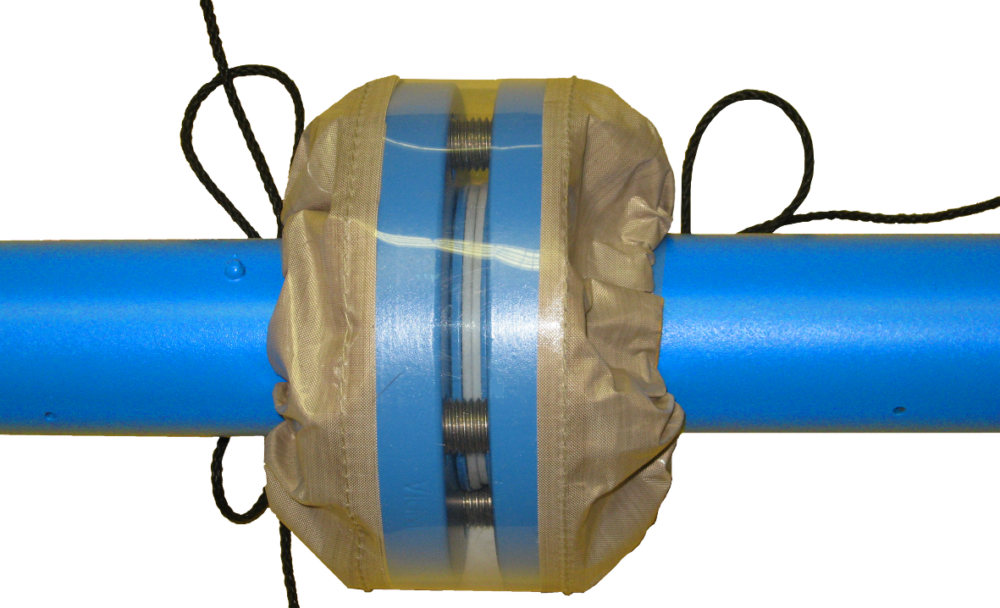
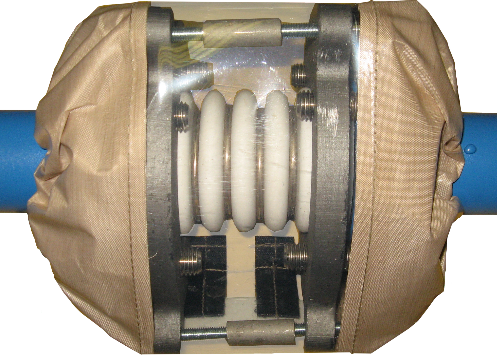
• PTFE bellows root rings.
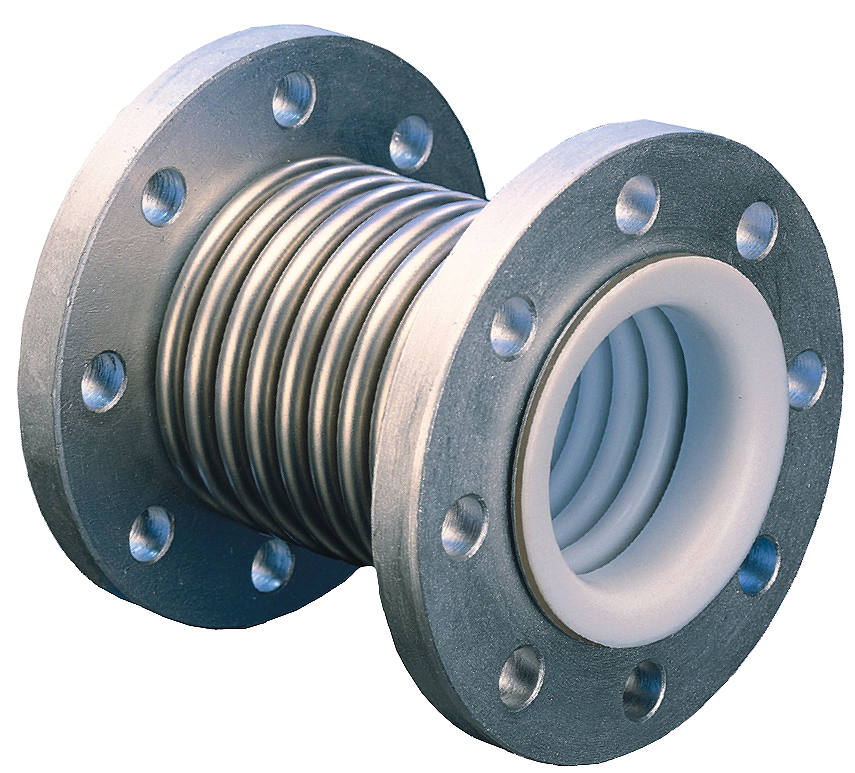
• PTFE steel armoured bellows (FFAB).
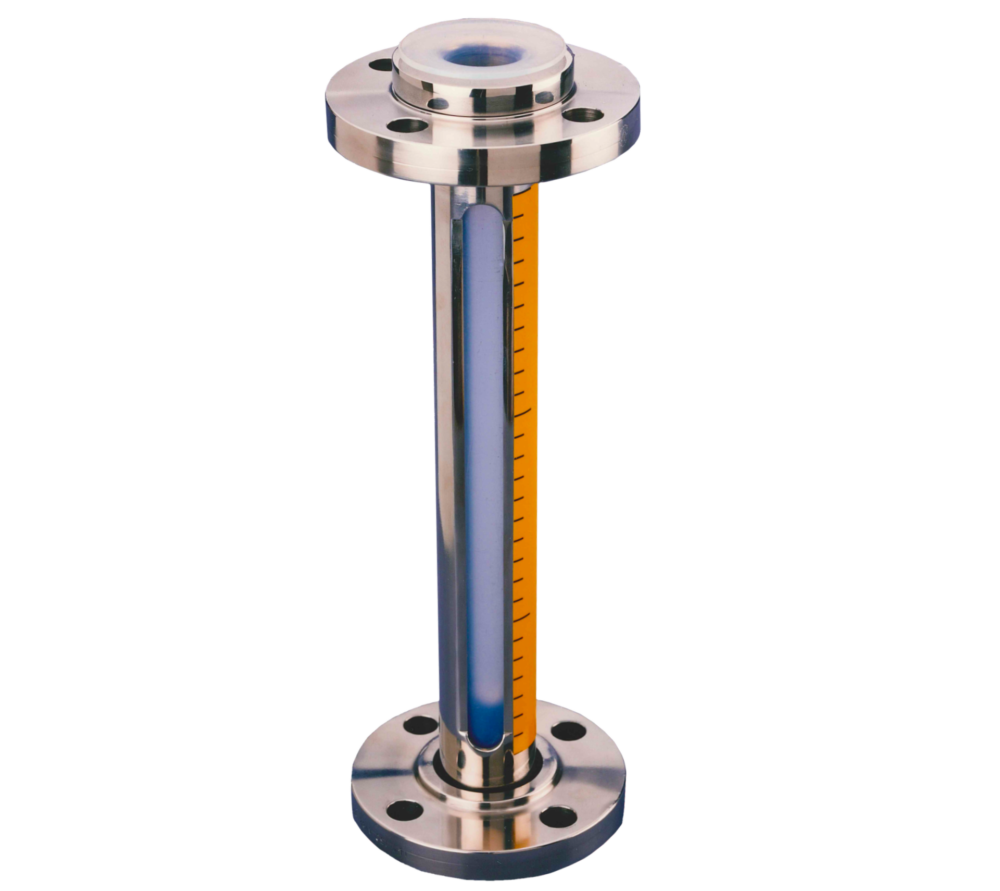
• Tubular sight glass (CTSG/DTSG) tie rods.
• Blanking spades.
Products where stainless steel is an option:
• Stainless steel housings on all lined pipe and fittings.
• Flange bolting.
• Spectacle blinds.
Known Mitigation
Bolting Materials
To address the potential for SCC in stainless steel fasteners, several of CRP’s customers have moved away from the use of stainless steel, preferring to use chemical grade carbon steel bolting. This has the advantage of SCC not being a problem and allows failure due to bulk corrosion to be easily visually detected.
Bellows Root Rings
The root ring of a bellows is a critical element in terms of determining the product’s positive pressure retaining capability and root ring failure will probably quickly result in bellows failure. Therefore several of CRPs customers specify hastelloy root rings on CRP’s PTFE bellows to eliminate the possibility of SCC on these safety critical components. We would strongly recommend this approach for any applications where SCC may occur.
Armoured Bellows (FFAB)
The above comment for bellows root rings is even more pertinent for armoured bellows as by the very nature of forming the shell, the steel has high levels of stress.
Conclusions
On the basis of the above comments, CRP recommends that each customer assess the use of stainless steel on their site to consider whether their equipment is at risk of SCC, and if so, what they need to do to address this potentially very harmful failure mode.
