






















Product Testing
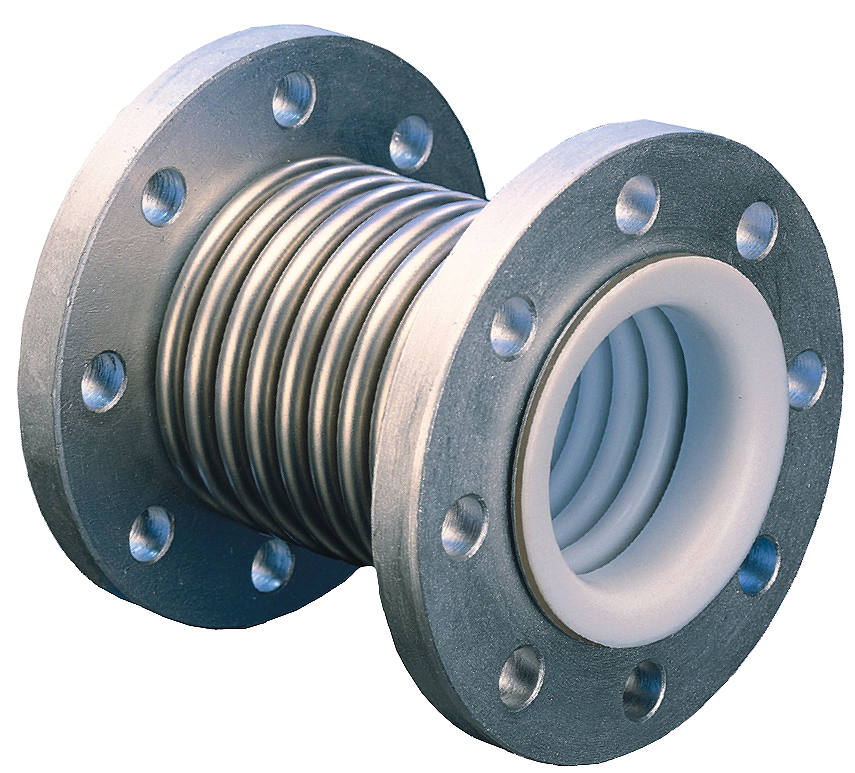
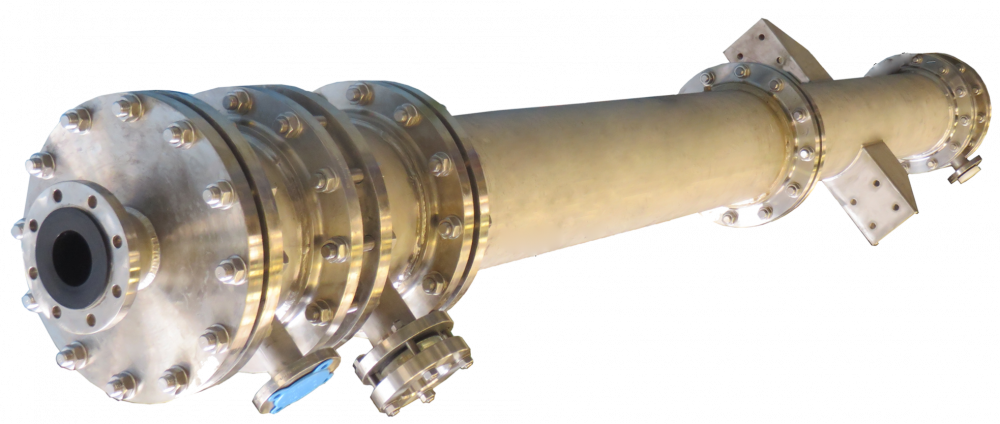
We acknowledge that our PTFE bellows are used to convey some of the most corrosive medias in chemical plants which require to operate within the most stringent health and safety environments. CRP ensure that all our bellows are thoroughly inspected and tested throughout the manufacturing process.
Bellows materials are fully traceable. Bellows tubes undergo mechanical and dimensional tests following manufacture. PTFE sintering and convolution are undertaken using calibrated ovens with precise temperature control. Independent process checks are undertaken using infra-red thermometry. In-process visual inspection of the PTFE tubes is undertaken and this combined with a hydrostatic test and further visual inspection of the finished product completes the product verification. Certification is available if required to reassure the customer on materials of construction, process control and product testing.
Bellows Design & Pressure Temperature Ratings
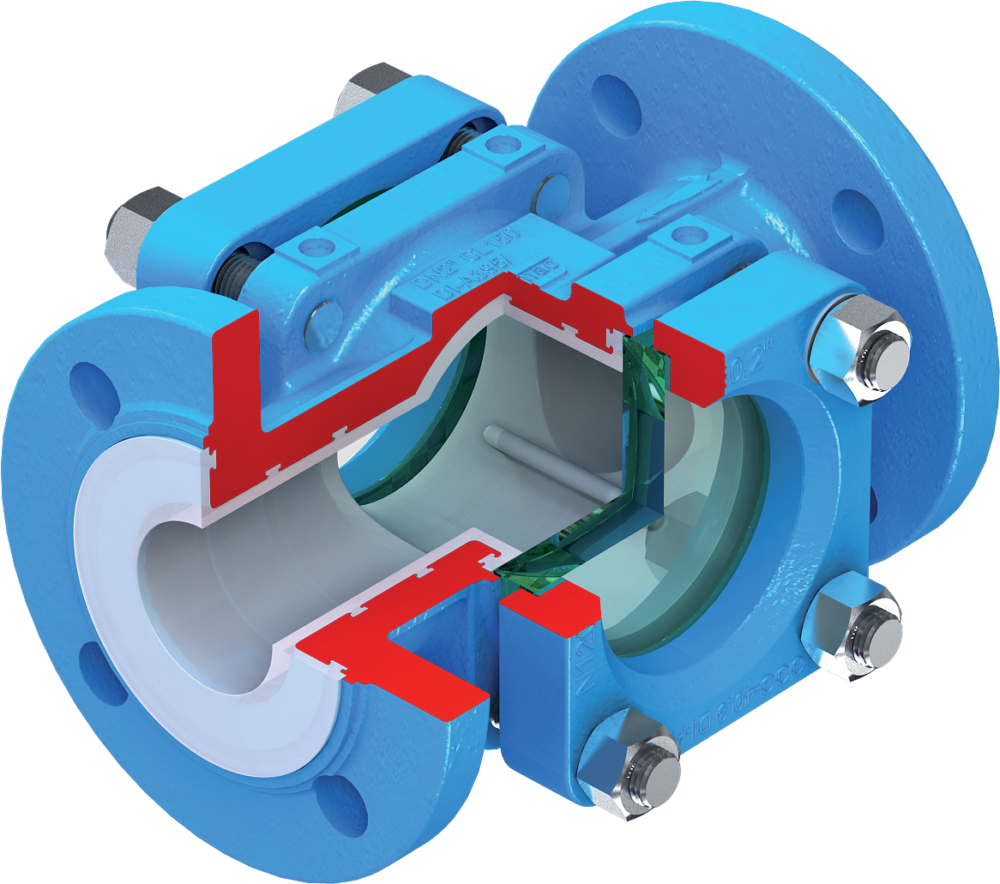
A key consideration in PTFE bellows performance is the temperature and pressure that the bellows will withstand for extended periods of time despite the creeping effect of the PTFE material which has significant impact especially at higher temperatures.
The published pressure temperature ratings from CRP are based on a combination of testing, like bursting pressure tests (mainly for the pressure rating around ambient temperatures), long term internal pressure creep test at 150°C/304°F and pressure increase tests at various temperatures up to 200°C/392°F.
Bursting Pressure Test & Safety Factors
During the bursting pressure test the bellows see a quickly increasing (10 to 20 seconds) internal pressure until they burst. The negative creeping effect will be ignored at this test, because the PTFE material has not time to creep. At ambient temperatures the creeping effect is less critical and CRP is one of the very few companies who do additional tests as described below for higher temperatures to cover the negative creeping effect.
CRP has adopted a safety factor for the bursting pressure tests of 6 for bellows up to DN150 and a safety factor of 4 for larger diameters. While a safety factor of 3 is considered acceptable by most other bellows manufacturers. A safety factor is defined as the ratio of burst pressure to allowable operating pressure.
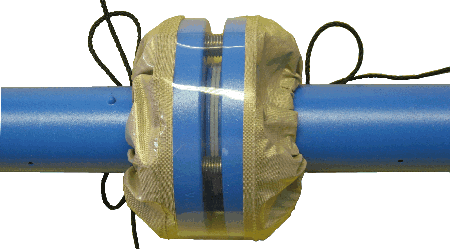
Pressure Increase Test
In addition to the bursting pressure tests, innovative pressure increase tests have been undertaken successfully at 100°C/212°F, 150°C/304°F and 200°C/392°F by TÜV (a third party testing house in Germany). These unforgiving tests slowly increase the delivered pressure to the bellows at high temperatures, encouraging the PTFE material to flow as in service. The pressure increase test results confirm the outstanding creep resistance of the FluoroFlow Bellows based on the unique convolution process.
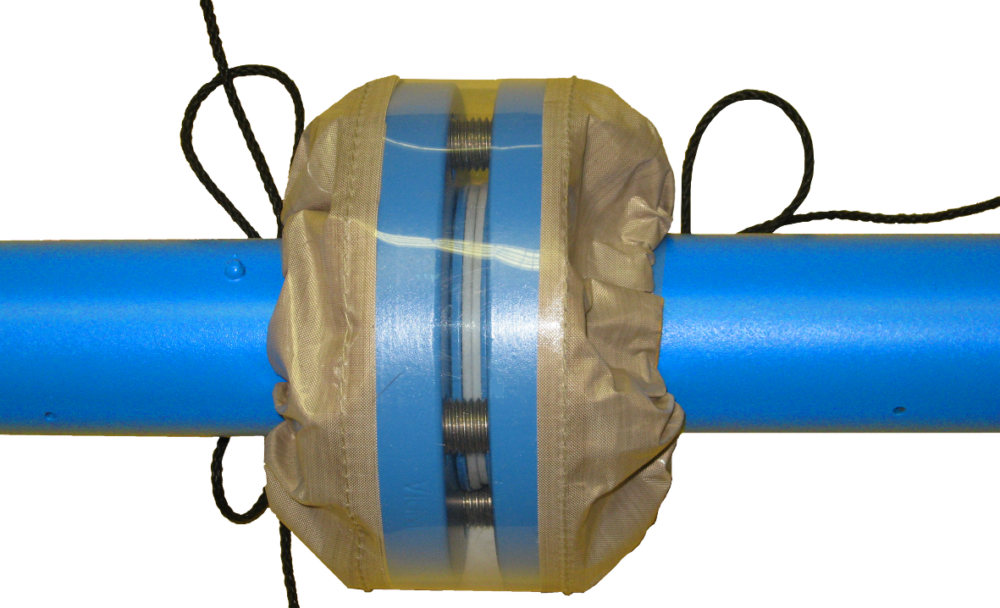
Long Term Internal Pressure Creep Test
As described above, the CRP pressure temperature ratings are based on such tests which are also required in the specification for PTFE bellows from Bayer, BASF, etc. The Long Term Internal Pressure Creep Test requires a minimum of 10 bellows of the same size under slightly different pressures at 150°C/304°F and the lifetime is recorded. Additional requirement, one bellows must survive more than 12 months under pressure at this temperature. The results, pressure and lifetime are shown in a double logarithm chart and generate nearly a straight line with a slope. This allows an easy extrapolation to 10 years.
Lifetime Assurance
Based on the above mentioned tests, CRP Bellows are designed to have a residual safety factor of 2 after more than 10 years in operation.
STAY SAFE use CRP BELLOWS!
International Standards
All bellows, comply with the Pressure Equipment Directive 2014/68/EU and are provided with a CE declaration of conformity. PTFE armoured bellows for high pressure performance are designed according to the EJMA international standard.