





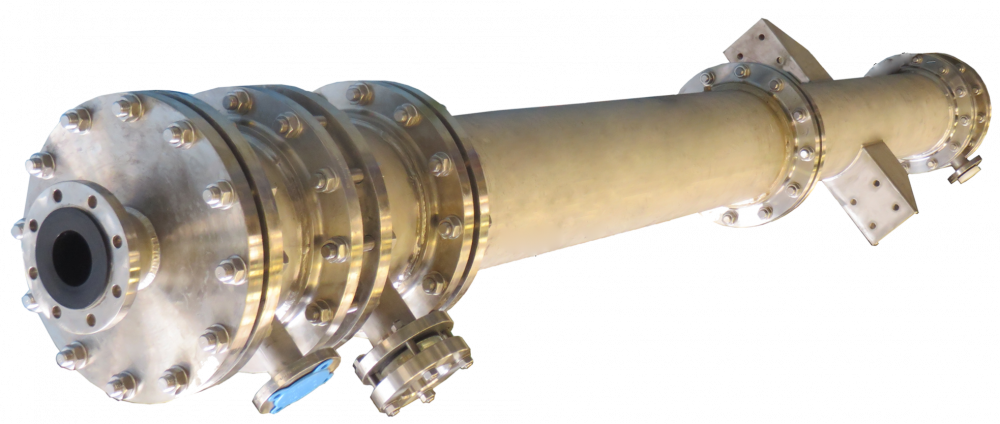
















PFA V Isostatic PTFE Lined Piping
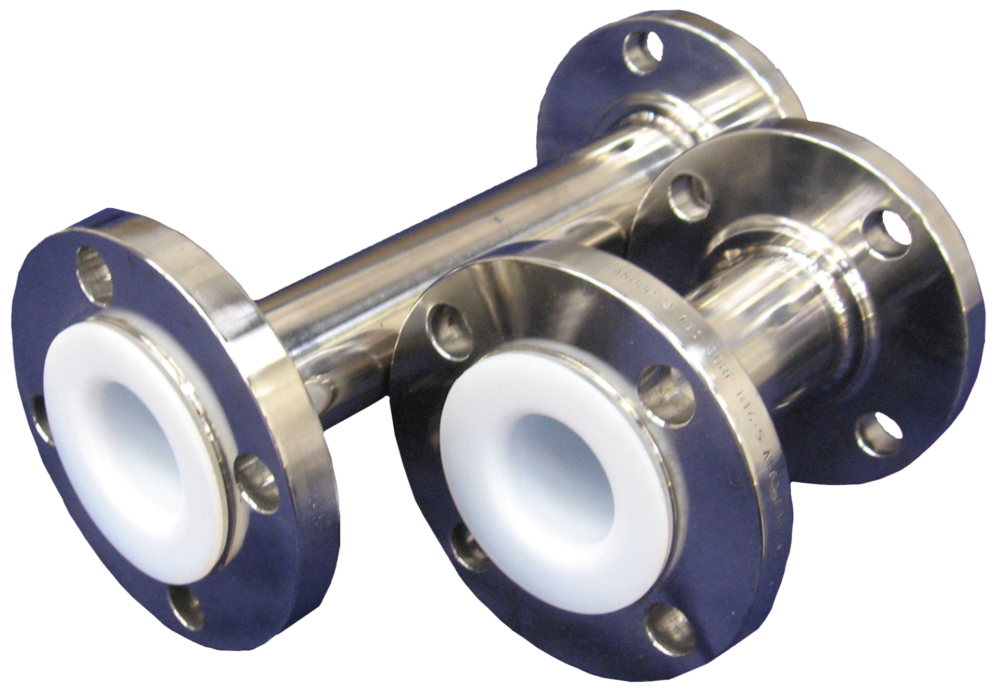
CRP supply PFA lined cast steel fittings where possible, we recognise the advantages this lining material has over isostatically lined PTFE components.
Fittings lined in PFA or isostatic PTFE will perform satisfactorily provided that their manufacture and materials of construction are of the highest quality.
CRP has chosen to use steel castings lined with high molecular weight PFA for its lined fittings. The reasons for this are technical and not cost driven. The use of PFA in castings provides the best combination of lining performance, housing strength and consistency.
These reasons are:
Manufacturing Process
Our key argument against Isostatic moulding would be in terms of the repeatability of the manufacturing process – particularly when the number of production variables are considered. The factors that have the most important effect on the configuration and surface finish of the mould are:
• Pre-form shape
• Surface finish of the part
• Pressurization direction
The pre-form shape is determined by the moulding bag, the rigid part of the mould and the compaction pressure. The rigid part (in the case of a Tee for example – the steelwork) impacts on the shape by blocking the progression of compaction. The flexible bag assumes a shape – affected by a number of factors: the configuration of the mould, bag properties such as membrane thickness, residual stress and modulus of elasticity of the elastomer, surface finish of the metallic parts, PTFE characteristics, the rate of pressurisation and maximum pressure. Mould filling and variables such as the interaction of the rigid and flexible parts and the stability of the pressurisation also have some influence. For all of these reasons it is not possible to produce lined components with a high degree of dimensional accuracy. These issues tend to magnify for smaller components as one does not have the ability to increase lining thicknesses to compensate for variation, moreover filling moulds is more difficult as filling areas diminish. Thus thicker linings that often appear in isostatically-moulded products are because of a process requirement rather than a technical need. A key variable highlighted by PTFE Isostatic moulding is the component into which the product is moulded. Castings with internal characteristics (such as corner radii) appropriate for isostatic moulding should be used. The use of fabricated assemblies has the potential to provide final product variation that is dimensionally out of specification or create unacceptable material stresses in the PTFE. Contrasting this with PFA moulding, there are many fewer variables in the PFA moulding process. Once moulding parameters are established on manual or automatic transfer moulding presses they are highly repeatable. In terms of component geometry, castings are still preferable to fabrications, principally for the accurate mounting of the PFA moulding tools, but as long as key geometry is met, small variations in products that are made using fabricated steelwork can be managed.
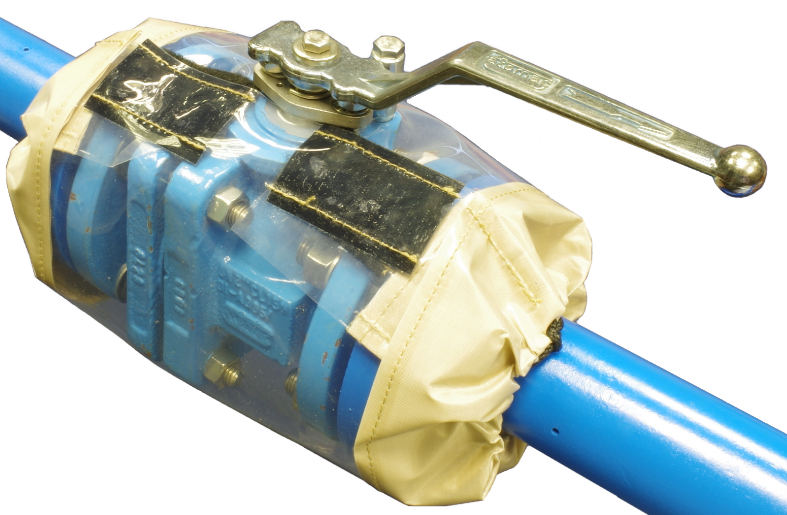
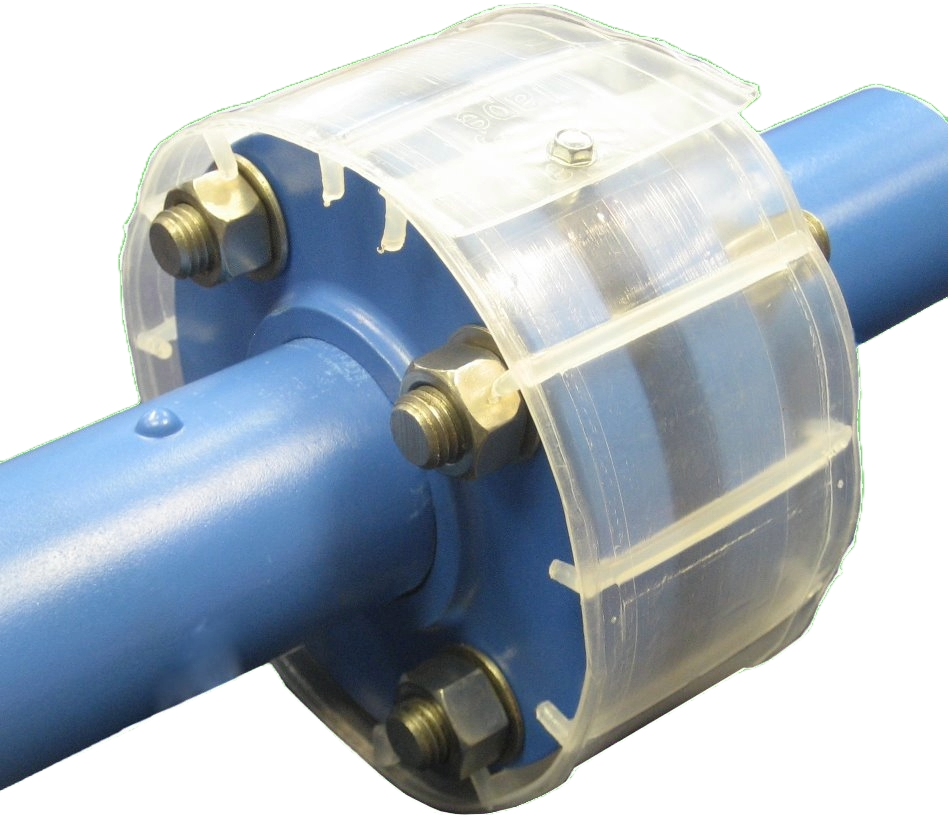
Material Transparency
The next key difference between PFA moulded components and PTFE is the fact that PFA is translucent rather than opaque PTFE. This means that independent of any physical testing, products are generally examinable by eye for defects, whereas voids, gaps, crevices and stress faults are not visible in PTFE products unless they are present on the internal surface.
Surface Finish
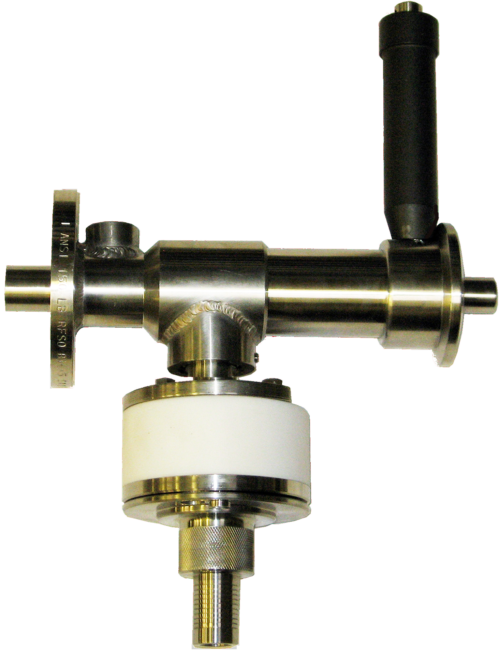
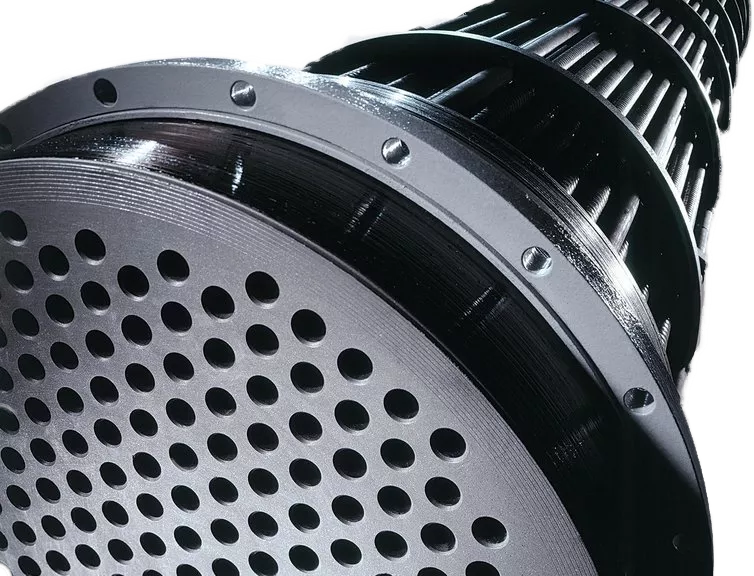
Surface finish will always be superior on a PFA moulded product vs. isostatic moulding. Isostatic moulded products take the form of the compressive bag on one side and the material against which they are pushed on the other. In the case of fittings, the bag form tends to be on the inside and here the surface is not smooth, as the bag tends to conform to the individual particles of resin, or exhibit join lines showing the construction of the rubber bag.
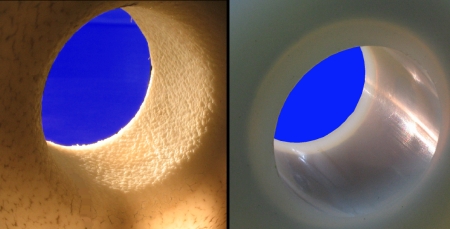
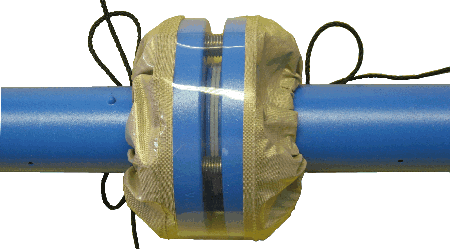
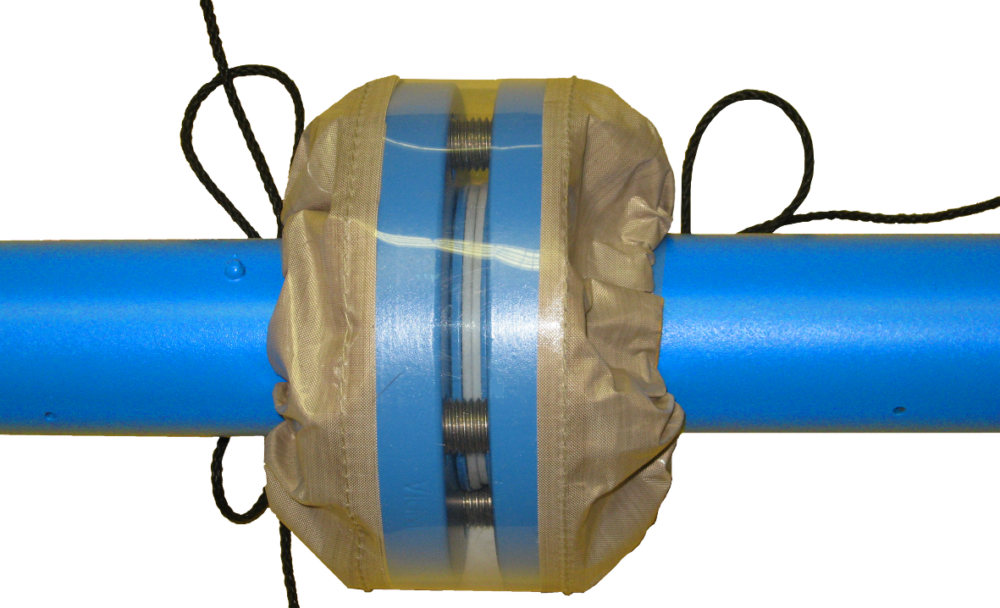
Surface finish of Isostatically moulded PTFE fitting compared to PFA
Wettability
PFA is the least wettable material available, bettering PTFE and is 137% less wettable than polished stainless steel. This leads to a much slower initiation of biofilms on the surface of materials. It is also hydrophobic and as a consequence it is not possible for a substance to chemically adhere to a surface if the substance is unable to wet that surface. The higher the critical angle of wetting the lower the wettability of the surface.
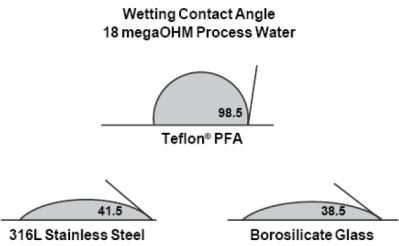
Wetting Contact Angle of Materials
Permeation
PFA has lower permeation rates to granular PTFE and to our knowledge on the European mainland Isostatically moulded products are excluded from specifications. We believe that BASF in Ludwigshafen has an internal standard “Technisches Blatt fuer Rohrleitungsteile aus Stahl mit PTFE-Auskleidung” or in English Technical Data Sheet for pipework made of steel with PTFE-lining. This standard quotes a DIN permeation test standard (DIN 53380) and an allowable value for a test with helium. We believe that this test value would exclude isostatically moulded product from the specification. Data published by DuPont, other polymer manufacturers and by major processors of Fluoropolymer materials clearly confirms the superior permeation resistance of PFA.
Thermal Expansion
PFA exhibits consistent linear thermal expansion characteristics throughout its useful temperature range, a feature of great importance when controlling the physical attributes of a finished lining. This property compares favourably with the vastly varying expansion coefficient of PTFE’s.
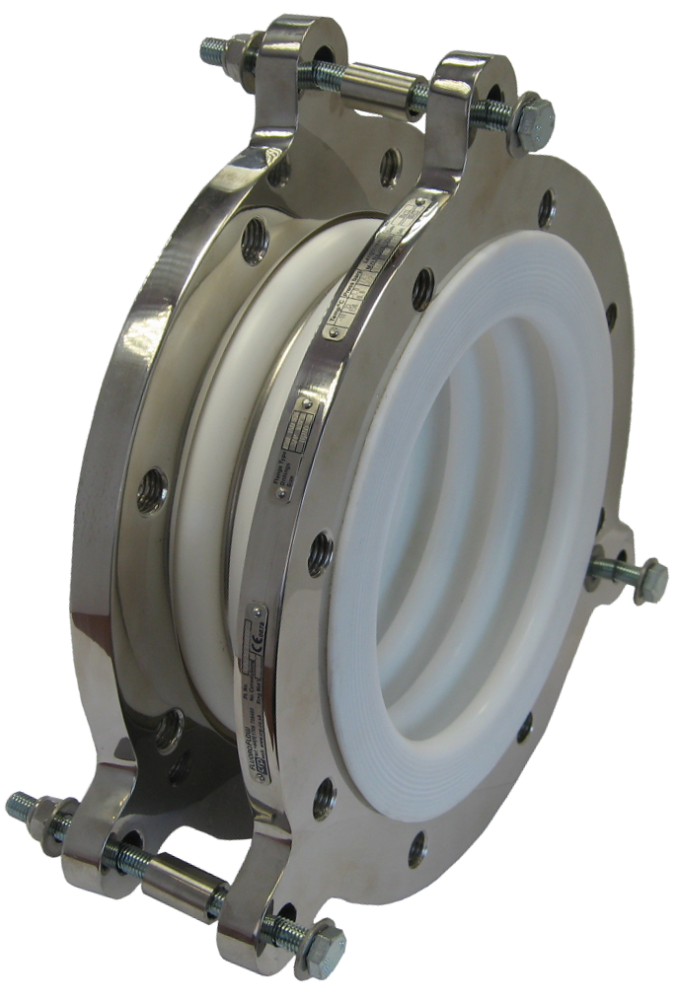
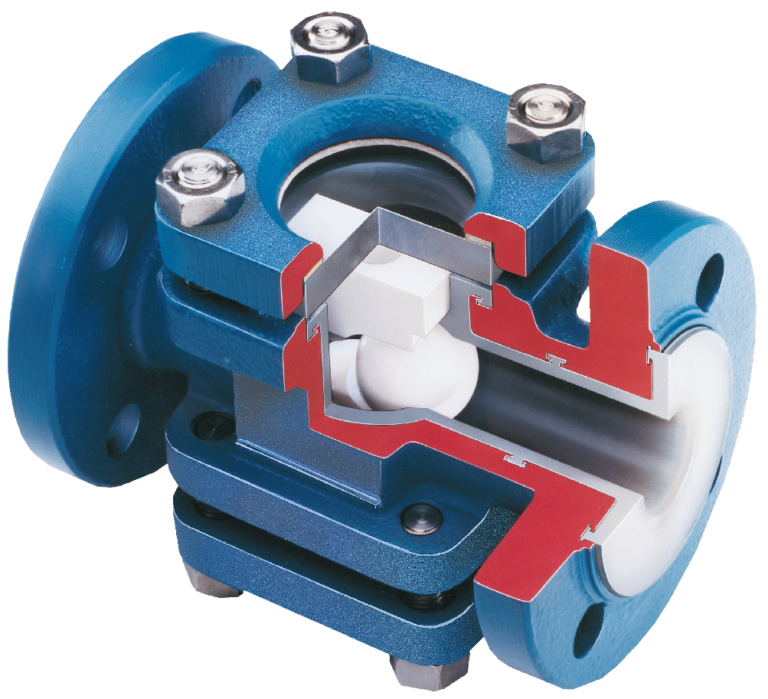
Vacuum Performance
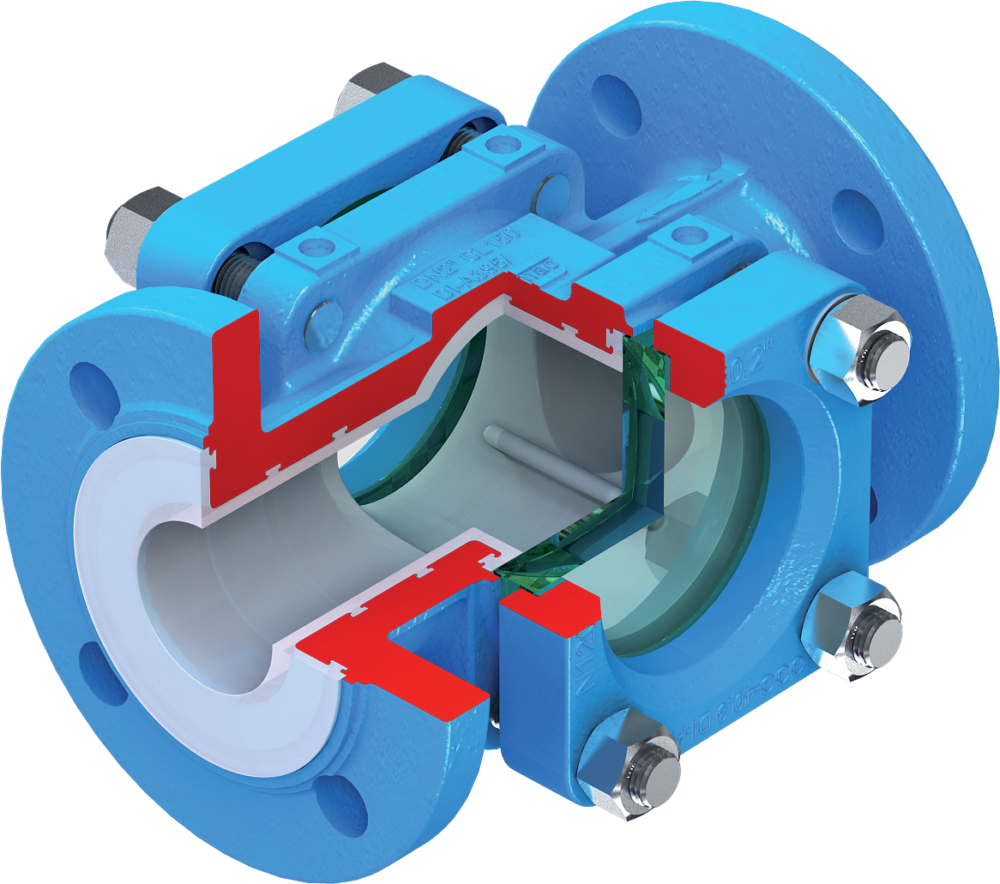
Vacuum performance is a function of the hoop strength of the liner and the level of support derived from the metal housing. Hoop strength is derived from the mechanical strength of the lining material and the cross sectional area resisting inwards collapse. Support derived from the metal housing relies on the proximity of the liner to the housing. Therefore in a properly designed system these features are used to determine the thickness of liner required to resist vacuum induced collapse. The System provided by CRP has been properly designed and tested to perform at conditions of elevated temperature and high internal vacuums. Isostatically moulded components tend to have large gaps behind the liner – it occurs as part of the manufacturing process. Also if a pre-formed Isostatic moulding is inserted into a component flattening of the elbow form often occurs on the apex of the bend causing an even larger gap and a form that is susceptible to vacuum collapse.
Dimensional Accuracy
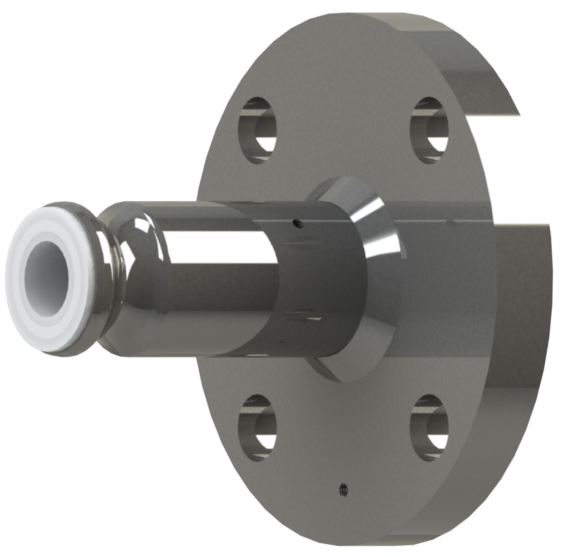
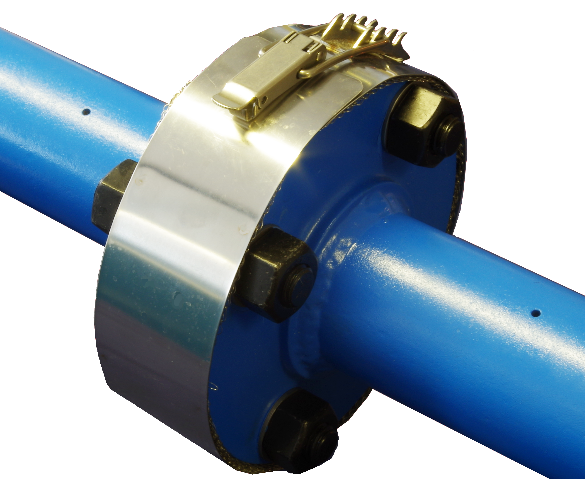
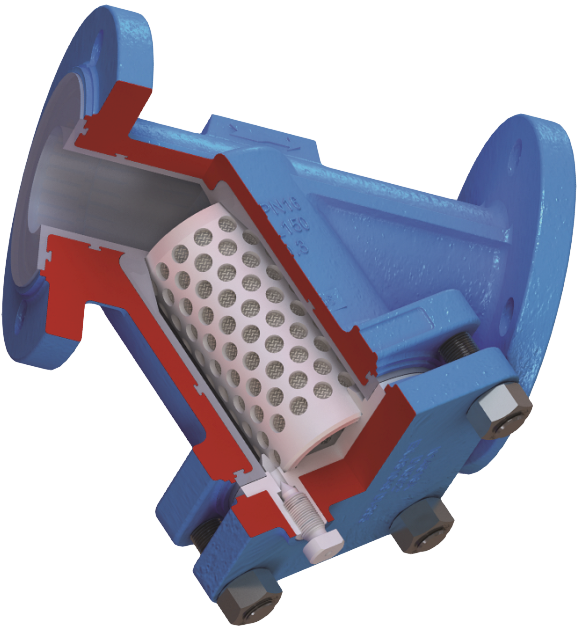
CRP prefers, wherever it is practically possible, to use cast steel housings with integral flanges for the manufacture of their lined fittings. In addition to having no fabrication welds, machined castings are inherently more robust and offer greater dimensional accuracy. Dimensional accuracy gives much improved lining control with lined faces which are square to the line axis of the fitting bore with bores that are concentric to the flange periphery and body outside diameter. The grade of steel used by CRP is ASTM A216 WCB with a minimum cast wall of 5.5mm at 25NB, which is some 2,12 mm thicker, than schedule 40 steel tube of similar nominal bore. The minimum yield strength of WCB is quoted in ASME B31.3 as 36 ksi and a UTS min 70ksi which are slightly higher than the 35 ksi and 60 ksi tensile minimums required for carbon steel tubes. The mechanical strength of a CRP cast housing is significantly in excess of that required by ASME B31.3.1

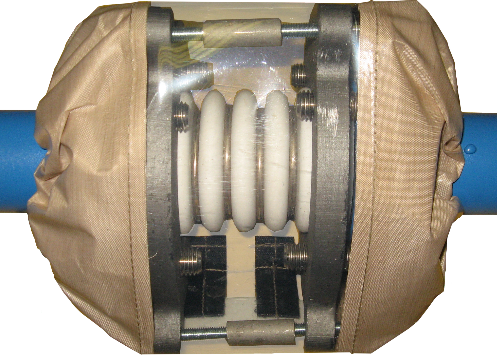
Cross-Section of PFA Moulded 90 Degree Elbow