





















Design Fundamentals
CRP manufacture HiPerFlon PTFE and PFA lined piping for use in conveying extremely corrosive media like Nitric and Sulphuric acids. Our lined piping systems incorporate moderns designs and the latest fluoropolymers produced by well known International manufacturers.
The principal focus for our designs is to a achieve excellent corrosion resistance performance at elevated temperatures. The fluoropolymer materials we use also have properties such as non-stick, high purity and low-friction and although beneficial are secondary considerations. The core product range has been designed to withstand full vacuum as opposed to having a number of product standards. It has been designed to use investment cast steel fittings as housings, as they provide great accuracy, high strength, are weld free, repeatable and a more aesthetically pleasing component.
Lining Materials
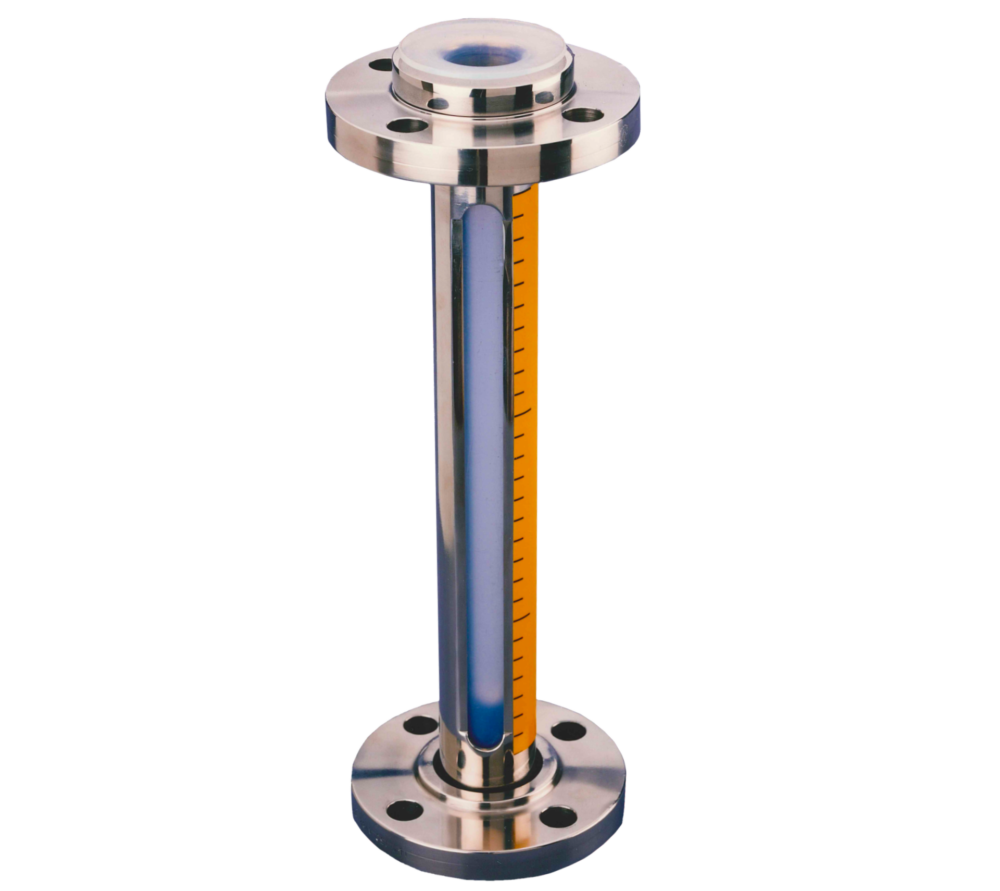
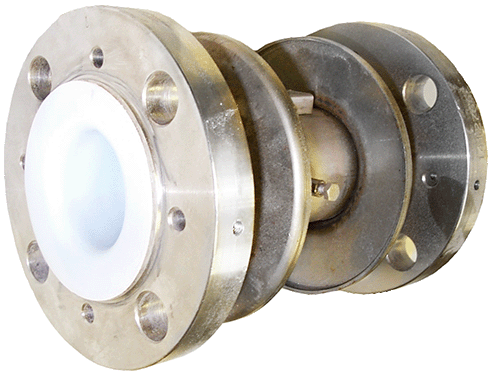
CRP have selected the best technologies for the lining processes. For straight pipe spools and simple shapes we use PTFE paste extrusion as it produces the best pipe liners for chemical performance, permeation resistance, wall accuracy and surface finish.
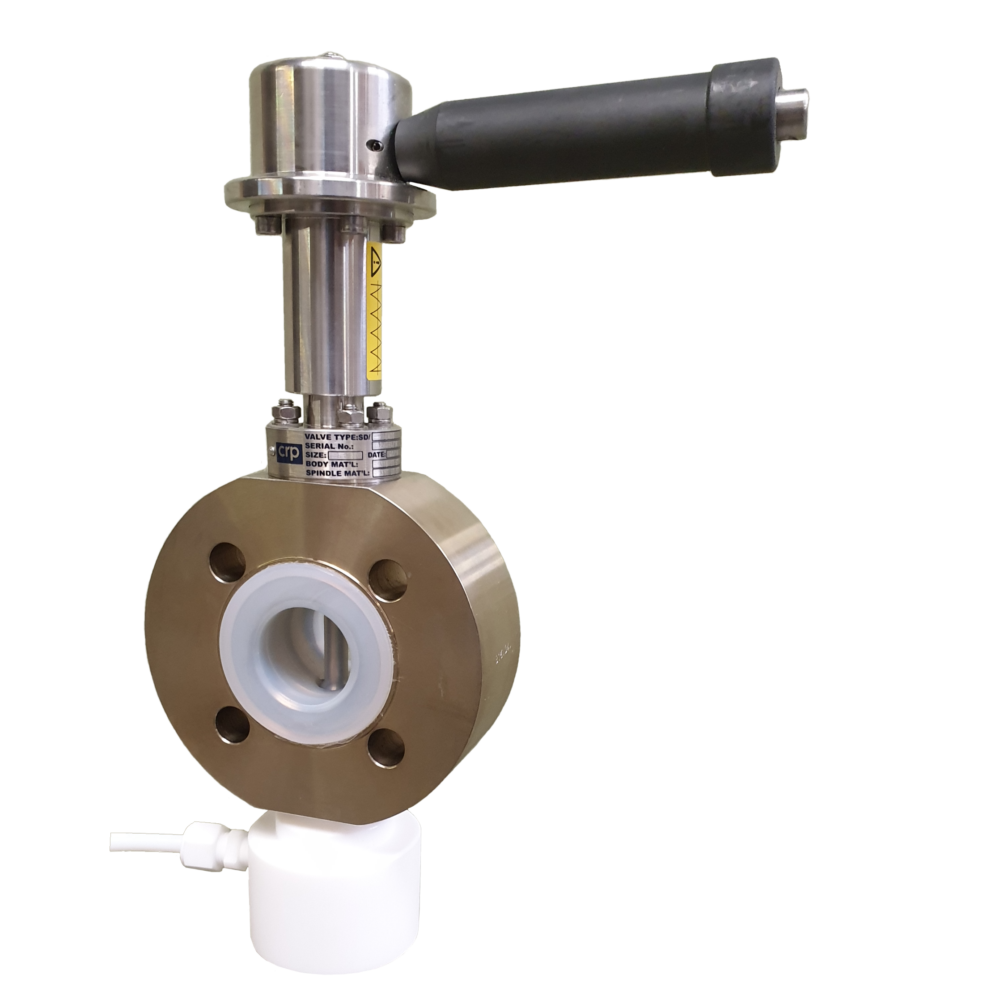
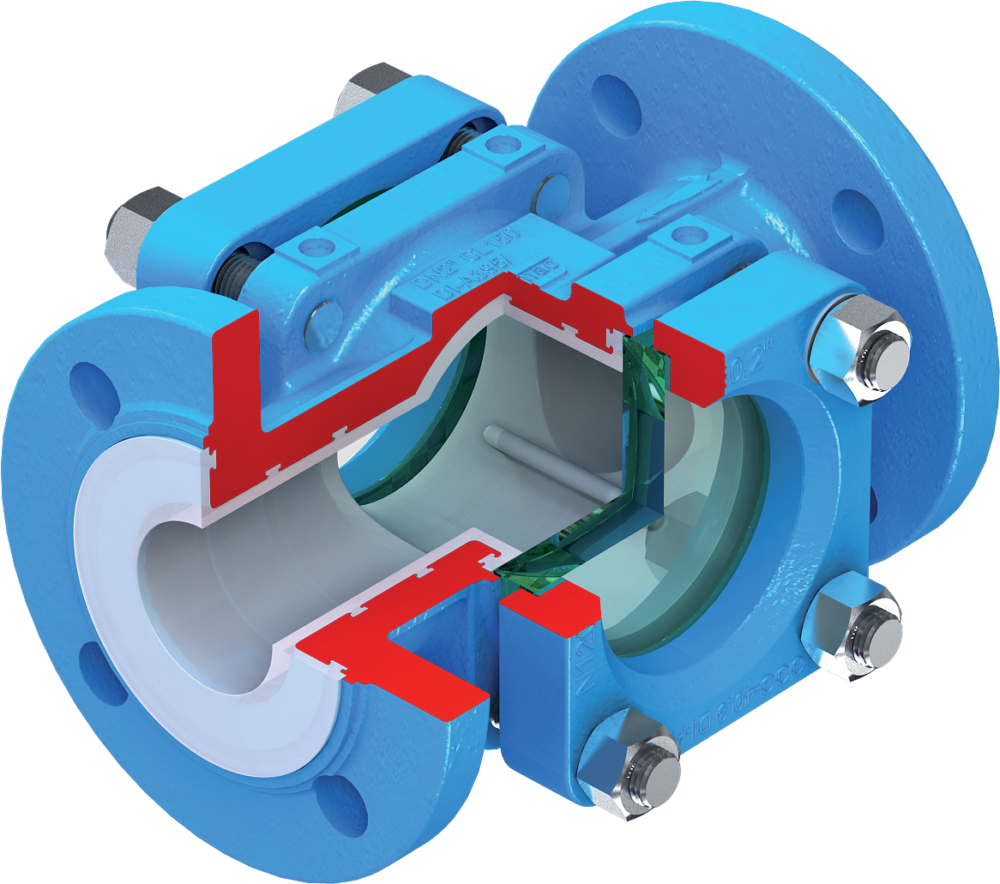
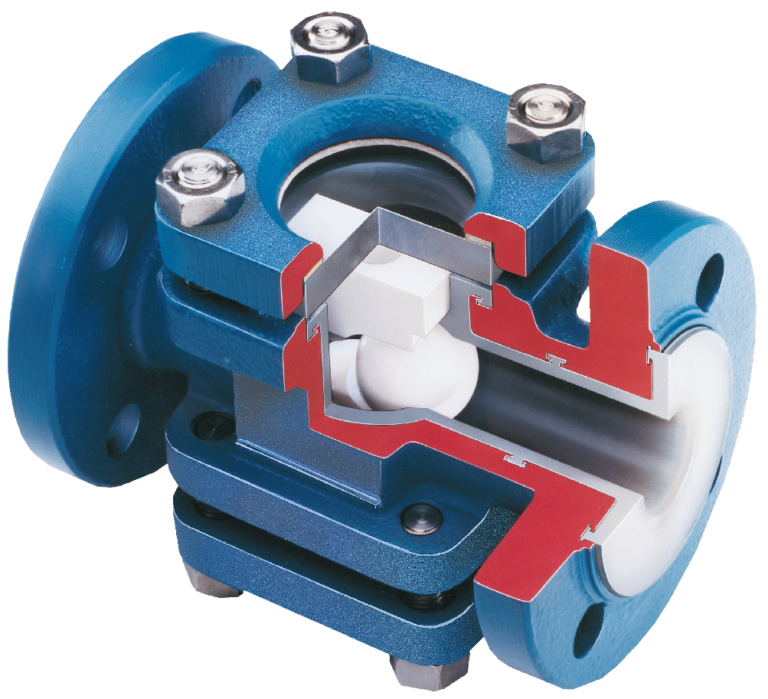
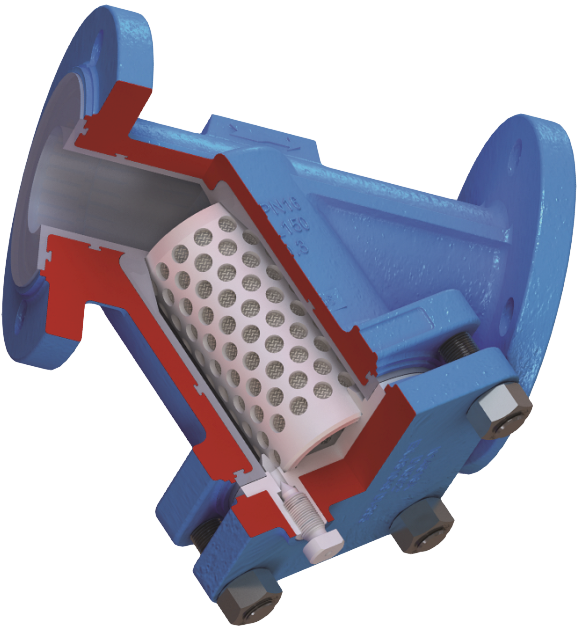
For more complex shapes like tees and valve bodies we utilise PFA because it is melt processable to form and flow into these shapes, its translucency, surface finish, geometric accuracy and vacuum performance.
Moreover, CRP continues to invest production time in collaboration with major polymer producers to develop extrusion grades of PTFE and thermally stabilised grades of PFA.
The Lined Piping Specifications
The original CRP specification was a requirement to meet the ASTM standard F423. This has now been superseded by F1545. This is the basic design standard for PTFE lined pipe and fittings and apart from a restricted DIN standard and some national standards such as in Japan (JIS), it is the only worldwide standard for lined pipe and fittings.
CRP also decided to meet the design standard for the then largest user in the UK – the ICI company. They had a piping standard considered to be more stringent than F423. This ICI standard – EDS.PIP.53.01c formed the basis for a great number of specifications around the UK.
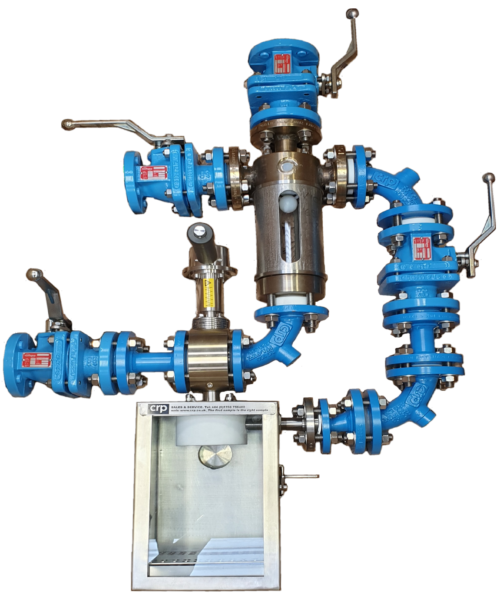
These design standards fixed the physical standards for the materials. They determined how the housings should be made, their accuracy, the quality and performance of the liners and most importantly how the parts should be type tested and tested in manufacture. Type testing comprises subjecting representative production samples to extended periods of heating and cooling, steam cycling and vacuum resistance testing. CRP has conducted type testing to ASTM F423 on our lined piping and this has been witnessed and verified by an independent third party.

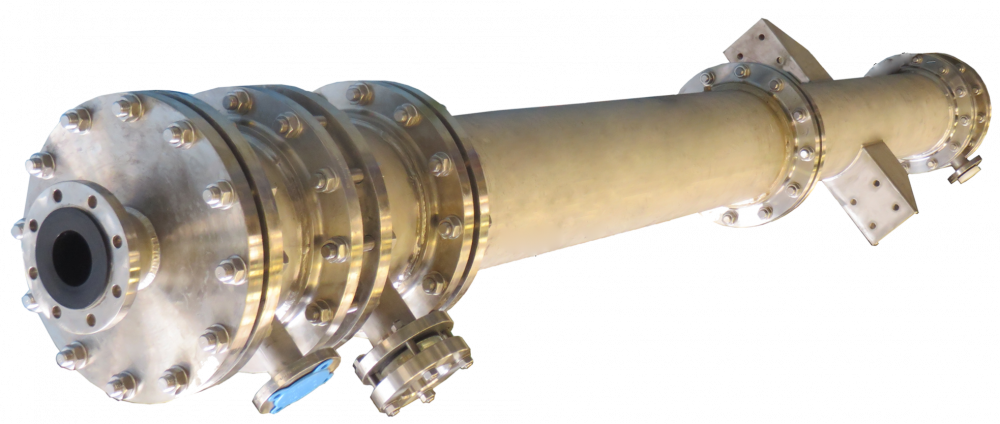
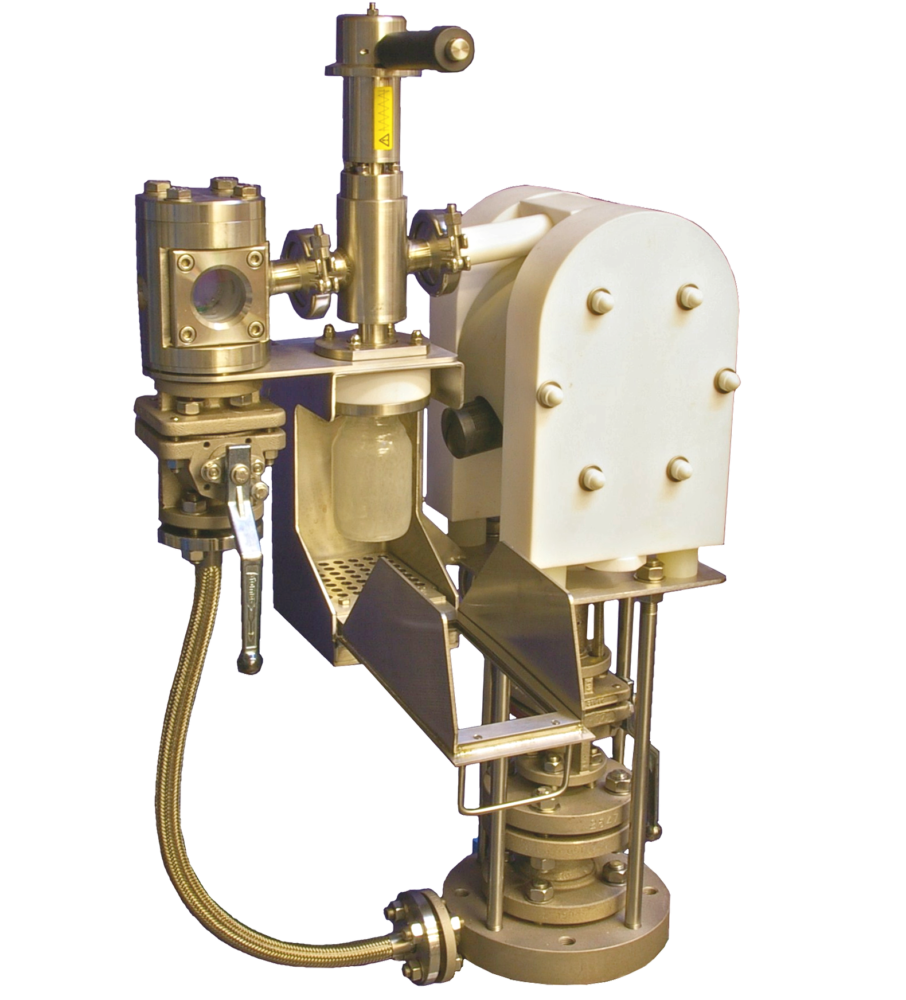
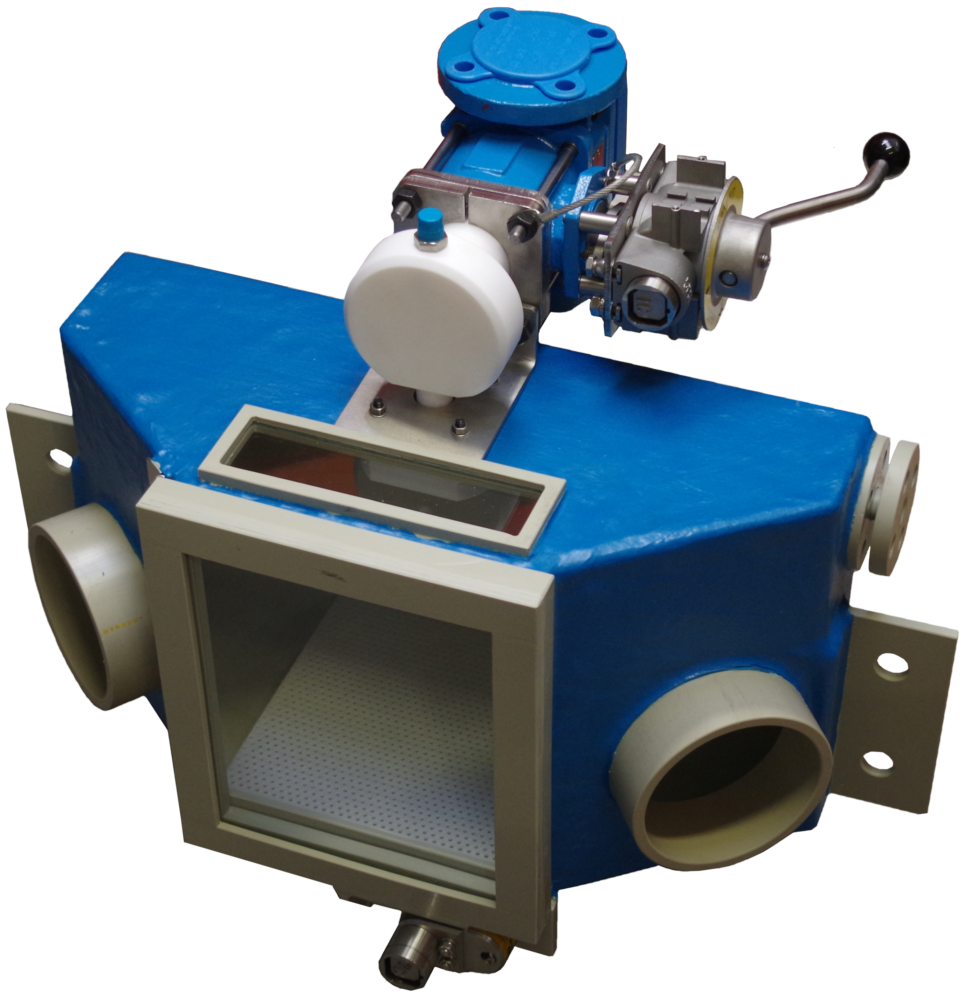
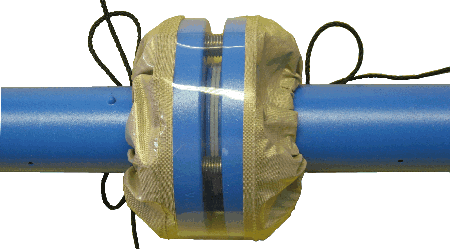
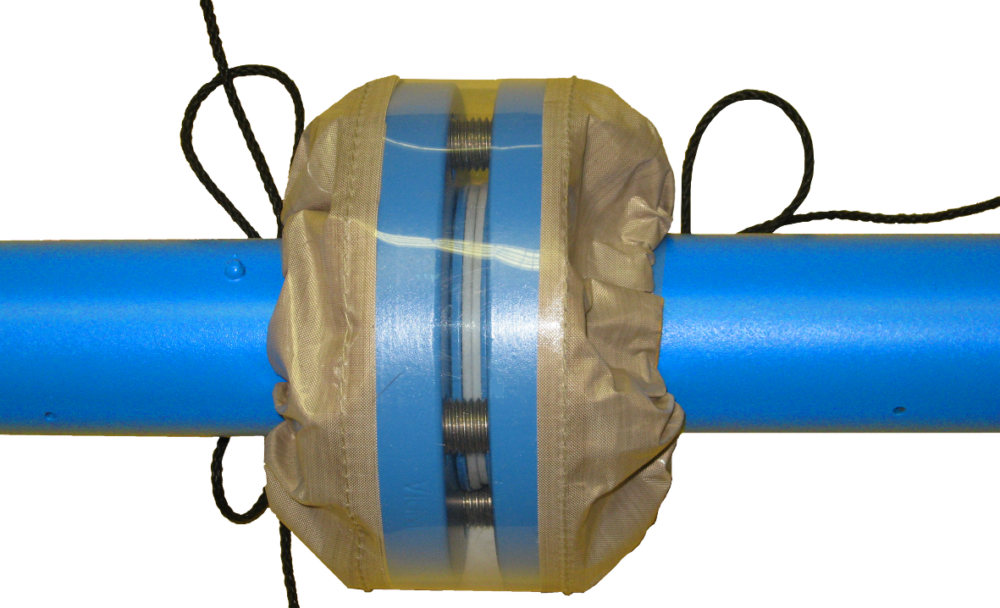
This is one of CRP’s test rigs undertaking steam cycling – alternate periods of steam at 9.5 bar(g) maintained for one hour and then rapid cold water flushing to return to ambient within two minutes. The specifications called for 100 cycles – CRP undertook 500. In passing these tests the product must not show any detriment and still pass its production tests.
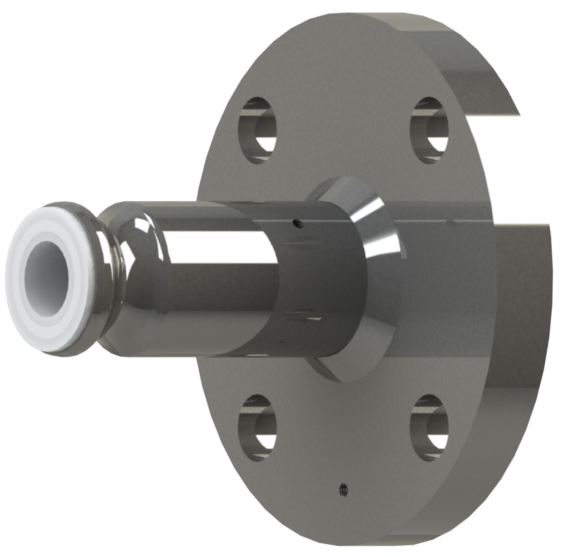
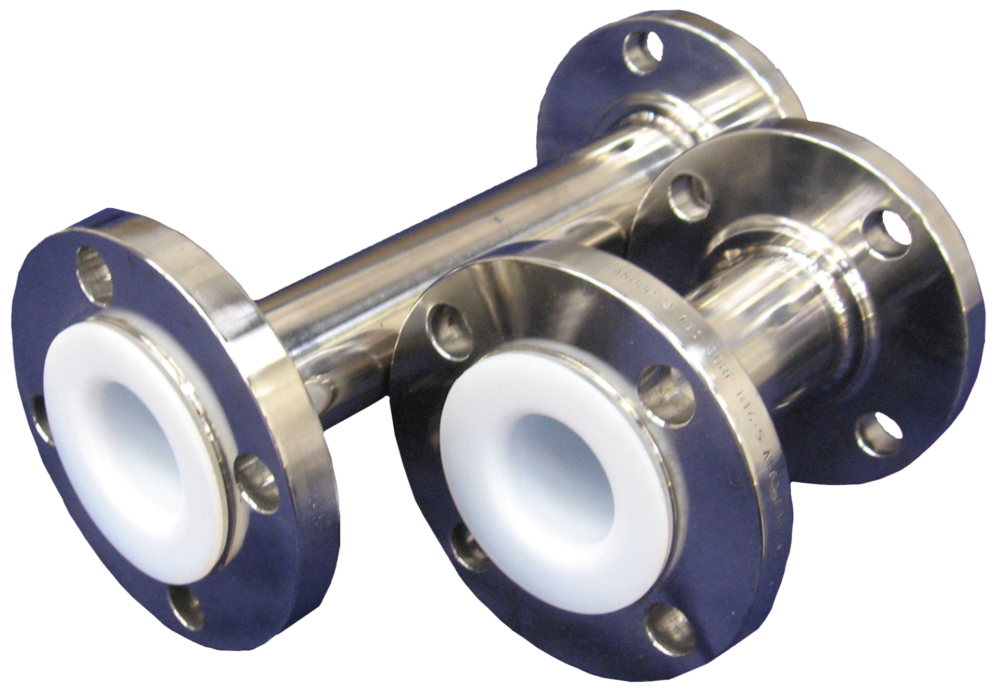
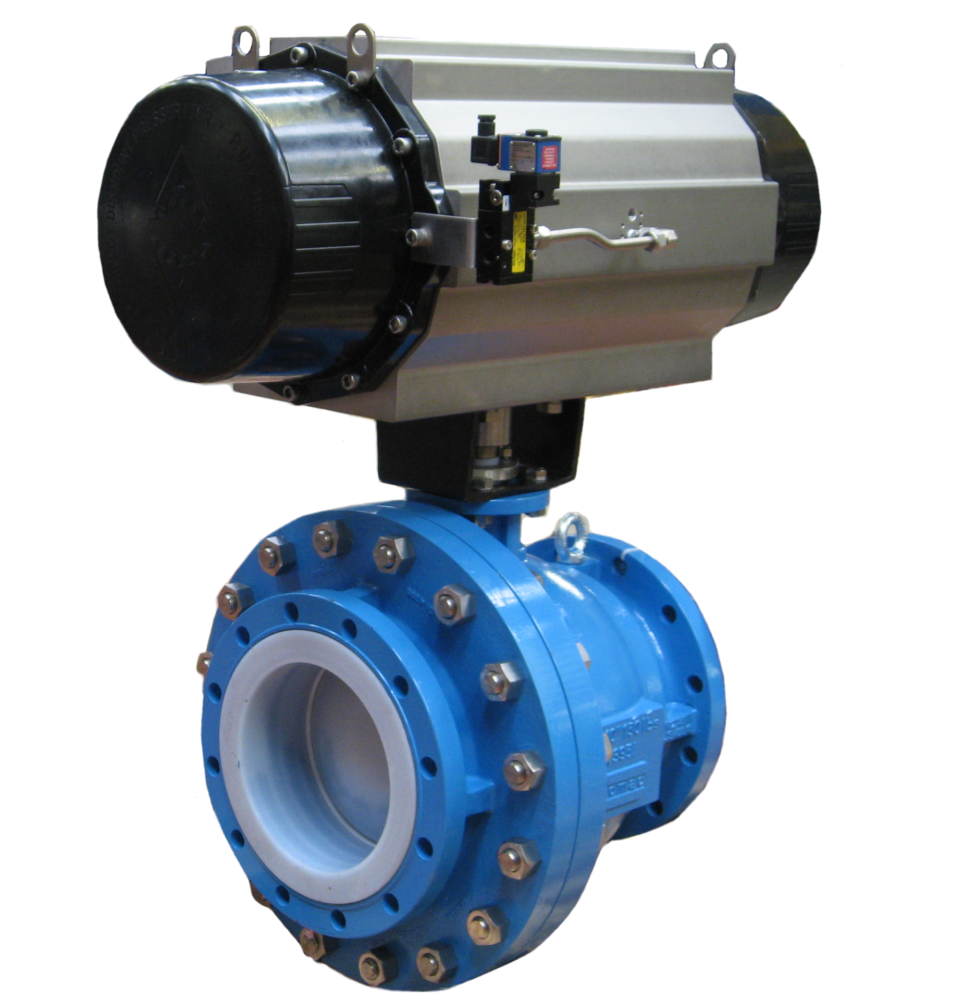
Pipework and Fittings
CRP elected to use the accepted design standards for pipework and fittings using ASME Class 150 flanges. Concerning the dimensional standard CRP uses ASME B16.5 Class 150 where there is a definition and elsewhere looks to other industry norms where there is no international standard such as instrument tees. We also produce pipe and fittings to DIN2874, dimensionally to DIN2848.
Materials
Nearly all our lining materials have a proven track record and suitable for use in food and drugs contact. FDA (US Food and Drug Administration) are the internationally accepted body for determining the suitability of materials for these uses and CRP only use FDA compliant materials as wetted parts. The only exception to this is in the use of static dissipating (anti-static) PFA materials where these are not FDA compliant, please note that static dissipating PTFE is FDA compliant.
CRP only uses a small number of fluoropolymer suppliers with well controlled materials. All paste extrusion PTFE’s and melt processable PFA’s have gone through evaluation and approval by CRP. These materials must exceed the minimum requirements set out in ASTM F1545 – these being D4895 for paste polymers and D3307 for PFA.